很多客户会有一个误解:PCBA方案评审是不是就是工程师“走流程”、简单看看设计有没有问题?实际上,真正有经验的工程团队,在评审时关注的并不是“设计对不对”,而是这个方案在量产时,会不会出问题。而且更关键的是:大多数量产问题,其实在评审阶段就已经可以被发现,甚至被避免。
方案评审,本质是在提前暴露风险
在一个完整的产品开发流程中,PCBA方案评审往往发生在打样或小批量之前。这个阶段有一个特点:设计已经基本确定,但修改成本还不算太高。一旦进入量产阶段,再发现问题,代价会迅速放大:轻则改板、延误交期,重则整批返工甚至产品召回。因此,工程团队在评审时的核心目标只有一个:
尽可能把未来量产阶段的问题,在现在“揪出来”。
一、电路设计:不仅要能工作,还要稳定工作
很多设计在实验室是可以跑起来的,但这并不代表它适合量产。工程团队通常会重点检查电路的几个方面:
首先是电源设计是否稳定。例如降压方案是否合理、电流是否有足够余量、不同模块之间是否存在干扰风险。
其次是关键芯片是否严格参考官方设计。有些项目为了“优化”或“省成本”,会对参考设计做改动,这在小批量时可能没问题,但在批量中容易出现不稳定。
还有一点容易被忽视:模拟电路与数字电路的隔离是否合理,否则很容易出现噪声、漂移等问题。
案例:样机正常,但量产后大面积死机
曾有一个消费类电子项目,在打样阶段表现完全正常:
- 样机测试通过
- 功能运行稳定
- 客户确认可以进入小批量
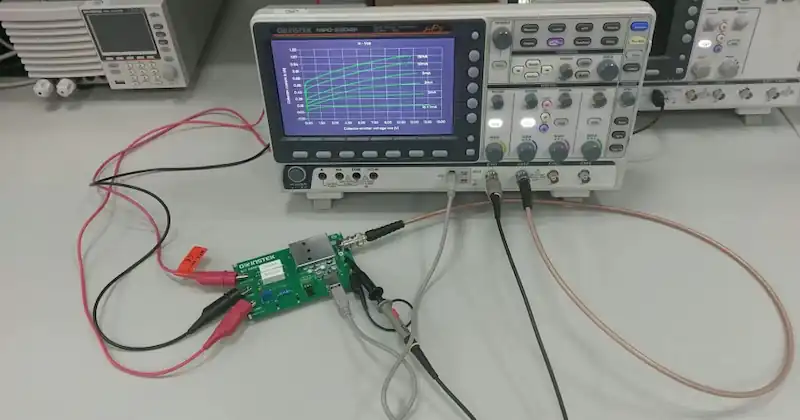
但在量产到约2000台时,问题开始出现: 设备在使用过程中随机死机,且无法稳定复现。 后续排查发现,问题根源在于电源设计:
- 主控芯片的供电使用了一颗成本较低的降压芯片
- 在实验室环境下运行正常
- 但在实际使用中(温度波动、电源波动),输出出现短时跌落
这个跌落幅度很小, 不足以在测试中被轻易发现, 但足以导致主控在某些瞬间复位或异常。更关键的是,这个问题在方案评审阶段其实是可以发现的: 当时电源设计没有预留足够裕量,也没有进行边界条件评估。最终结果是:
- 已生产产品需要返修
- 项目交付被迫延迟
- 客户承担了额外的售后压力
从客户角度来看,这一类问题的直接后果通常是:
产品在用户手里表现不稳定,比如死机、重启、功能异常。
二、器件选型:你选的料,决定了交期是否可控
BOM(物料清单)评审,往往被低估,但它对项目影响极大。
工程团队通常会问几个很现实的问题:
- 这个器件是不是已经接近停产?
- 供应是不是稳定?
- 有没有可替代型号?
如果这些问题在评审阶段没有被处理,后期很可能会出现:
- 某个关键IC突然缺货
- 被迫紧急换料
- 成本失控或交期延长
尤其是在供应链波动频繁的情况下,选型本身就已经是风险管理的一部分。
三、PCB设计:能不能做出来,比“画得好不好”更重要
很多客户会关注PCB设计是否“规范”,但工程团队更关注的是:这个板子,工厂能不能稳定做出来。 例如在布局和布线方面:
- 高速信号是否做了阻抗控制?
- 电源和地是否完整?
- 热量是否会集中在局部区域?
更关键的是DFM(可制造性设计):
- 线宽线距是否超出工厂能力
- 焊盘设计是否容易造成虚焊或立碑
- 元件间距是否过密,影响贴片
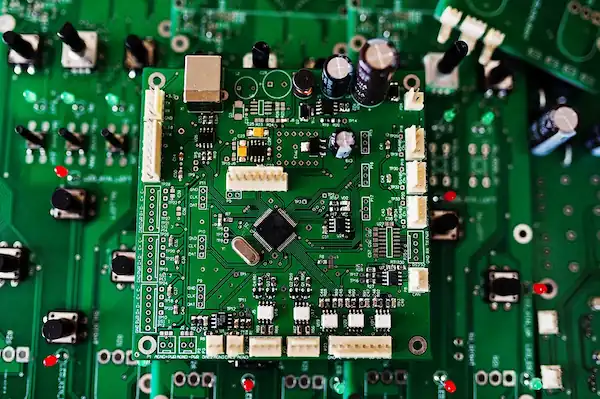
这些问题不会在图纸上“报错”,但会在生产线上变成:低良率、反复返修、甚至批量报废。
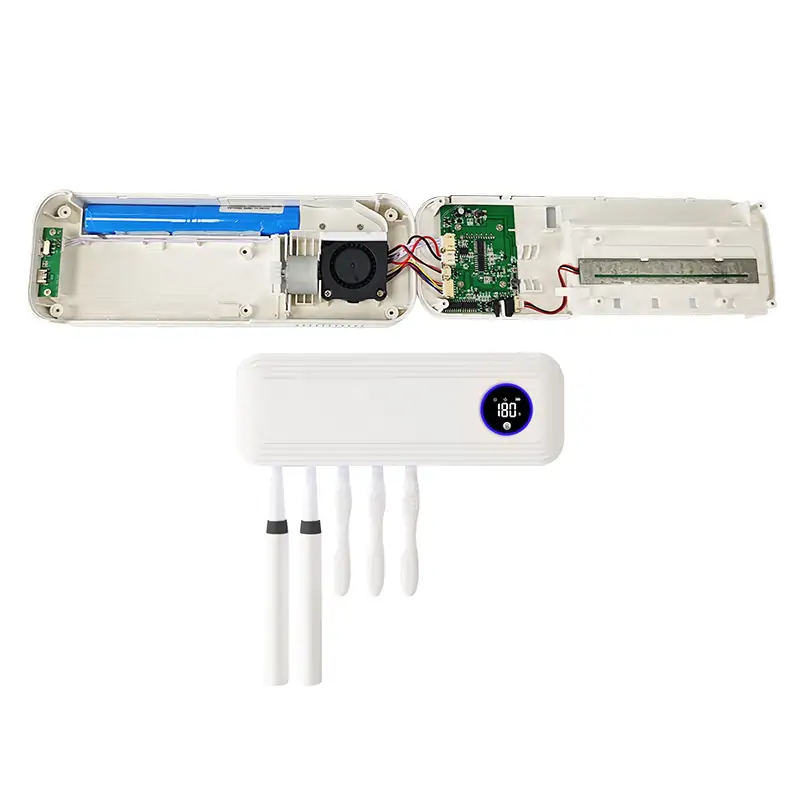
四、装配与结构:不是PCB对了就能装进去
一个常见但代价很高的问题是:PCB设计没问题,但装不进产品里。工程团队在评审时,通常会同时检查结构匹配问题:
- 接口位置是否对齐外壳开孔
- 器件高度是否超出限制
- 是否存在螺丝位冲突
另外,对于QFN、BGA等封装,还会评估焊接和检测难度。
如果这些问题被忽略,后果往往不是“小修小补”,而是:改结构、改模具,甚至整板重做。
五、电源与可靠性:决定产品能不能“长期活着”
评审不仅看“能不能用”,还要看“能用多久”。工程团队会重点关注:
- 电源是否有足够裕量
- 是否有过压、过流、ESD保护
- 温升是否在可控范围
对于一些消费类产品,还会额外考虑:防水、防潮、用户误操作等极端情况。如果这些没有设计好,问题通常不会在出厂时出现,而是在市场上暴露:返修率上升、客户投诉、品牌受损。
六、测试设计:能不能测出来,决定了能不能控质量
很多项目的问题不是“没有问题”,而是“发现不了问题”。
工程团队在评审时会看:
- 是否预留了足够的测试点
- 是否支持ICT或功能测试
- 是否方便快速定位故障
如果测试设计不到位,后果通常是:
- 测试效率低
- 人工成本高
- 问题难以复现
在量产阶段,这些都会直接变成成本压力。
七、认证与合规:很多项目卡在最后一步
不少产品在设计阶段完全忽略认证要求,结果在量产前“卡死”。评审时通常会提前考虑:
- EMC / EMI 是否有风险
- 是否符合CE、FCC等标准
- 是否需要提前预留整改空间
否则一旦测试不过,往往意味着:重新改板,再走一轮验证周期。
八、成本与量产:不是越便宜越好,而是要可控
最后一个关键点,是很多客户最关心的成本。但工程团队更关注的是:这个成本结构,在量产中是否稳定。例如:
- 是否过度设计导致成本浪费
- 是否依赖人工操作
- 是否容易出现批次差异
一个“看起来便宜”的方案,如果良率低或不稳定,最终成本往往更高。
结尾:评审能力,本质是风险控制能力
总结来看,工程团队在PCBA方案评审时关注的内容很多,但本质只有一个:
尽可能在设计阶段,把量产阶段的问题提前解决。
对客户来说,这直接影响三件事:
- 能不能按时交付
- 成本是否可控
- 产品是否稳定可靠
也正因为如此,一个有经验的PCBA团队,真正的价值往往不在“把板子做出来”,而在于让你的产品在量产时,不出问题。