为什么PCBA功能测试不是“可选项”
就在上个月,一位做智能水杯的客户找到我们,神情焦虑:产品已经量产两批,第一批返修率不到1%,第二批却飙升到8%。更棘手的是,故障现象时有时无,有的杯子充电时发热,有的蓝牙连不上,有的按键失灵。生产线查了三轮,ICT和AOI都过了,问题却始终找不到根因。
这不是孤例,类似场景经常发生:样机测试完美通过,量产却频频“翻车”;产品出货三个月后出现批量返修;现场故障发回工厂,测试台上却怎么也复现不了。这些问题背后,往往藏着一个共同原因——功能验证环节的缺失或不完善。
ICT(在线测试)能检测焊接短路、开路,AOI(自动光学检测)能发现元件错位、虚焊,但它们只能回答“板子焊得对不对”。至于“板子能不能真正工作”,是功能测试(FCT)的战场。
功能测试不是锦上添花,而是连接“设计”与“量产质量”的关键环节。它决定了你的产品是“能用”,还是“可靠”。
什么是PCBA功能测试(FCT)
简单来说,功能测试就是模拟产品的真实使用场景,验证它是否真的能用。
想象一下:一块控制智能门锁的PCBA,ICT可以检测每个电阻电容是否焊接良好,但无法告诉你:按下开门键时,电机是否真的转动;指纹识别后,信号能否正确传输;电池电量低时,门锁是否还能正常开合。这些,正是FCT要回答的问题。
与其他测试手段相比,FCT的定位很清晰:
- ICT:关注“电气连接是否正确”,检测焊接质量
- AOI/X-ray:关注“外观和贴装是否良好”,发现视觉可见缺陷
- FCT:关注“功能是否完整实现”,验证真实工作状态
一个关键认知是:FCT本质是“系统级验证”,不是单点检测。它站在用户视角,检验产品能否在各种条件下完成预期任务。
PCBA功能测试整体方案由哪些部分构成
一套完整的PCBA功能测试方案,远不止是“做个治具、写段代码”那么简单。它包含六个核心模块,环环相扣。
1. 测试需求定义
所有测试方案的起点,都来自对产品的深度理解:
- 产品规格书:输入电压范围、功耗指标、通信协议、精度要求
- 应用场景:产品用在什么地方?智能水杯需要检测水温、水位;工业控制器需要承受电压波动;医疗设备必须保证数据准确
基于这些,我们形成测试需求清单,明确两项关键内容:
- 功能点清单:所有需要验证的功能,如按键响应、传感器采集、通信握手
- 边界条件:低电压能否工作?高温下是否宕机?异常输入时能否自我保护?
2. 测试方案设计
有了需求清单,接下来设计怎么测。我们遵循两条原则:
- 核心功能优先:产品的“命门”功能必须100%覆盖。比如智能门锁的开锁指令、电机驱动
- 高风险模块重点验证:新设计的电路、过往出过问题的部分、复杂度高的模块,投入更多测试资源
测试流程通常这样设计:
上电自检 → 初始化配置 → 核心功能循环测试 → 边界条件验证 → 异常处理检查 → 结果判定
需要警惕一个典型误区:只测“能用”,不测“极限”。很多产品在实验室里表现完美,一到现场就出问题,正是因为没验证电压波动、信号干扰、连续工作等极限场景。
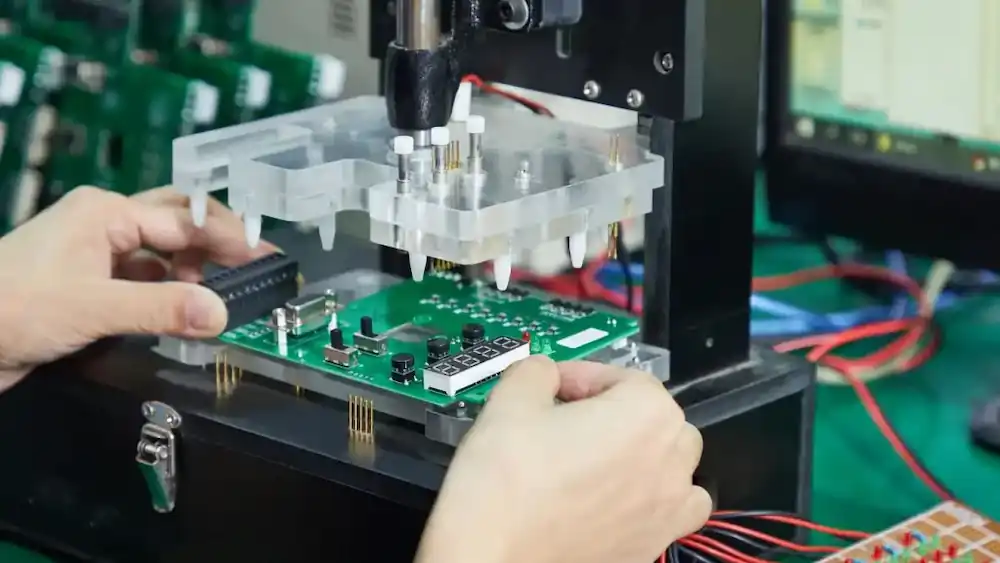
3. 测试工装设计
工装(治具)是连接测试系统与PCBA的桥梁。我们根据产品特性和量产规模,选择不同方案:
- 通用治具:适合小批量、多品种,通过更换针板适配不同产品
- 定制治具:适合单一产品大批量,针对PCBA布局优化探针位置
设计时,三个细节决定成败:
- 接触稳定性:探针(Pogo Pin)的选型、压缩量、布置密度,直接影响测试良率
- 防呆设计:防止PCBA放反、放错位置,避免误测或损坏
- 操作便利性:放板、取板是否顺手,直接影响测试节拍(UPH)
治具设计的价值,往往体现在看不见的地方,一次接触不良导致的误测,可能让你花半天时间排查“假故障”。
4. 测试软件开发
测试软件是整套方案的“大脑”。它的核心任务很简单:自动执行测试流程,采集数据并判定结果。
常见实现方式有两种:
- 上位机软件:运行在PC上,通过串口、USB等与PCBA通信,灵活性高,适合复杂逻辑
- 嵌入式测试程序:烧录到PCBA本身,自检后输出结果,适合简单功能、大批量场景
一套好的测试软件,必须具备两个关键能力:
- 自动化:操作员只需放板、按启动,其余全自动完成
- 可追溯:每个测试结果、关键参数都记录在案,支持扫码追溯
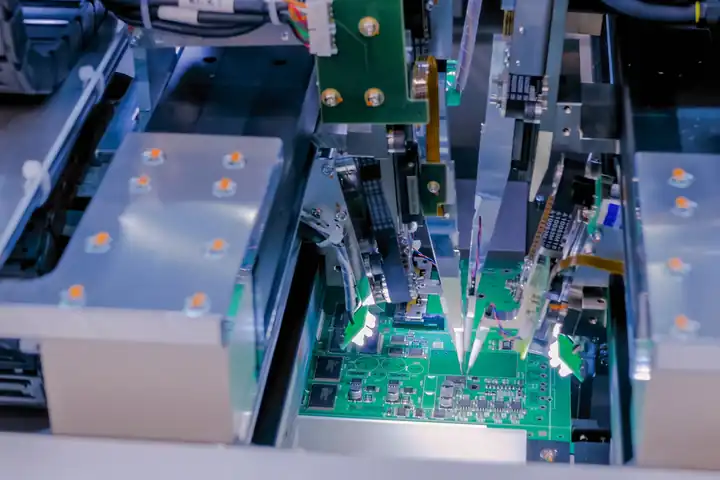
5. 测试设备与环境
测试系统需要“外援”——各种仪器设备提供激励和测量:
- 基础设备:可编程电源(模拟不同电压)、电子负载(模拟功耗)、万用表(测量参数)
- 通信接口:USB转串口、CAN卡、以太网模块,与PCBA握手通信
- 专用设备:温控箱(高低温测试)、老化台(长时间运行)、屏蔽箱(RF测试)
根据产品需求,还可能加入音频分析仪、视频采集卡、压力传感器等特殊设备。
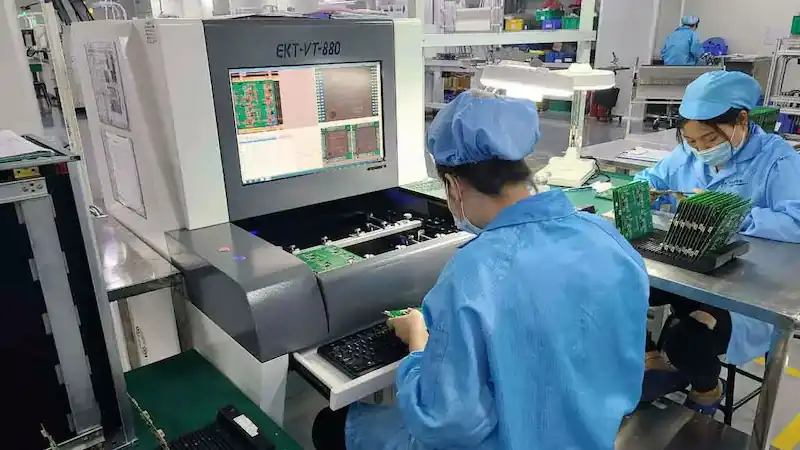
6. 数据管理与质量追溯
这一点常被忽视,却是客户最在意的能力之一。
测试不只是为了“挑出坏板”,更是为了建立质量档案。每次测试,我们记录:
- 测试结果(Pass/Fail)
- 关键参数值(电压、电流、频率、误差)
- 测试时间、操作员、环境条件
这些数据通过条码/序列号绑定,上传到MES系统。出问题时,可以快速定位:这批次的故障是否集中某个时段?是否与某批物料相关?返修品是偶发还是系统性缺陷?
数据,让质量控制从“凭感觉”变成“可追溯”。
不同阶段的测试策略差异
产品开发的不同阶段,对功能测试的需求截然不同。一套方案打天下,要么成本太高,要么覆盖不足。
EVT阶段(工程验证)
- 目标:快速发现设计问题
- 策略:灵活配置,人工参与度高,测试项可随时调整
- 重点:核心功能能否实现,关键参数是否达标
DVT阶段(设计验证)
- 目标:完善测试覆盖,为量产做准备
- 策略:逐步引入自动化,固化测试流程,增加边界条件验证
- 重点:设计余量是否充足,异常情况处理是否可靠
PVT/量产阶段
- 目标:高效率、高稳定性
- 策略:全自动化,优化节拍,严格的数据追溯
- 重点:保证每块板子功能完整,快速识别批量异常
如何平衡测试覆盖率与成本
这是所有客户都关心的问题。测试不是越全越好,而是“刚刚好”。
先看清成本构成:
- 治具成本:定制治具几千到上万元不等,但可摊销到产量中
- 开发成本:方案设计、软件开发、调试验证,投入的是工程师时间
- 测试时间成本:每块板子多测10秒,百万产量就是近3000小时
基于此,我们常用的策略是:
- 分级测试:关键功能全检,非核心项抽检或首件确认
- 全检 vs 抽检:安全相关、核心功能全检;稳定性项目可抽样验证
- 优化测试项:剔除冗余步骤,合并重复动作,压榨每个节拍
过度测试是成本浪费,测试不足是售后灾难。找对平衡点,需要经验,也需要对产品的深度理解。
常见功能测试失败案例与原因分析
以我们遇到的真实案例为例:
通信异常(蓝牙/WiFi)
- 现象:连接不稳定,偶尔断连
- 根因:天线匹配电路参数偏差,射频性能余量不足
- 解决:在FCT中加入射频指标测试,捕获边缘性能
电源问题
- 现象:电压跌落、掉电重启
- 根因:电源芯片负载能力不足,或滤波电容容值偏低
- 解决:动态负载测试,模拟大电流瞬态响应
传感器误差
- 现象:测量值偏大或偏小
- 根因:分压电阻精度不够,或校准参数未烧录
- 解决:多点校准测试,验证全量程精度
固件边界问题
- 现象:特定条件下死机
- 根因:未处理输入越界、队列溢出等异常
- 解决:边界值测试,异常输入模拟
测试和设计是协同的。好的测试方案,不仅能发现问题,还能反馈给设计,形成闭环优化。
优秀PCBA厂在功能测试上的能力体现
作为客户,如何判断一家PCBA厂的功能测试能力?看四点:
1. 是否参与前期设计(DFT)
在PCB layout阶段,有经验的工厂就会提出建议:增加测试点、优化探针布局、预留调试接口。这叫DFT(可测试性设计),能大幅降低后期测试成本。
2. 是否具备自研测试系统能力
是外包给第三方,还是自主研发?自研能力意味着更快的响应速度、更灵活的方案调整,以及对产品更深的理解。
3. 是否能提供完整测试报告
不只是一张Pass/Fail清单,而是包含关键参数、测试条件、数据分布的报告。这体现质量管理的严谨性。
4. 是否支持定制化测试方案
每个产品都是独特的。愿意投入资源做定制方案,而不是套用通用流程,才是真正的合作伙伴。
结论:功能测试的本质是“风险控制体系”
回到开头那个智能水杯的案例。我们介入后,重新设计了功能测试方案:加入动态功耗测试,模拟充电过程;增加蓝牙信号强度测试,验证一致性;延长老化时间,捕获早期失效。问题很快定位,某批次电源芯片在特定负载下纹波过大,导致逻辑紊乱。这批芯片被隔离,产品恢复正常。
因此,功能测试不是一个工序,而是一整套风险控制体系。它贯穿产品从设计到交付的全过程,通过系统化的验证,把质量风险控制在出厂之前。
提前投入测试方案,远比后期返修成本更低。选择具备完整测试能力的PCBA供应商,直接影响你的产品成功率。毕竟,用户不会关心你的测试报告,他们只关心按下开关的那一刻,产品能不能正常工作。
而这,正是功能测试存在的全部意义。