
产品顺利通过所有研发测试、小批量试产表现良好,却在批量上市后,或在客户端使用一段时间后,开始遭遇令人头疼的故障?售后电话不断,返修率悄然攀升,品牌声誉承受压力,而更隐蔽的,是巨大的成本正在发生,不仅仅是维修和更换的成本,更是市场信任流失、项目周期拖延、团队精力被无休止的失效分析所占据的“沉默成本”。
此时,矛头往往最先指向供应链后端。然而,经验告诉我们,在许多涉及PCB核心可靠性的案例中,真正的“病灶”并非源于制造环节的偶然失误,而是早在产品方案绘制之初,就已埋下了确定性的风险种子。
本文将为您揭示PCB上三种最常见、最具破坏性,却也最容易被方案阶段忽略的失效模式:CAF、分层与焊盘翘起。厘清它们为何发生、如何在早期被预见,以及最关键的是,如何通过前端的设计选择,系统性地构建产品长期稳定的根基。
理解并预防这些风险,意味着您将从被动的“问题补救者”,转变为主动的“风险管控者”,从根本上守护产品的生命周期价值。
一、为什么量产失效,往往不是制造问题?
当产品在量产中突然出现批量性的功能异常,或在客户端使用一段时间后故障频发,您的第一反应是什么?
大多数决策者的直觉会指向供应链后端:
“是不是工厂的品质管控松动了?”
“是不是这批板材或元器件有问题?”
“是不是SMT的焊接工艺没控制好?”
这些怀疑合情合理,然而,在针对CAF、分层、焊盘翘起这三类典型失效的深度分析中,我们反复看到一个反直觉的结论:
绝大多数根源性问题,早在PCB方案设计阶段就已埋下伏笔。
制造和装配过程,更多时候是将这些先天设计风险“暴露并放大”,而非问题的“创造者”。
这意味着,仅仅在制造端加强检验,是治标不本。真正的解决之道,必须前移到一切开始的源头:您的产品方案设计阶段。
二、三类最常见、但最容易被忽视的结构性失效
在深入探讨之前,我们先直观理解这三种让研发和品控团队头疼不已的失效模式。
1)CAF(导电阳极丝):潮湿环境下的“慢性病”
您可以将其理解为,在潮湿环境和长期电压的共同作用下,PCB内部绝缘材料(玻纤与树脂界面)被缓慢“腐蚀”,最终形成一条隐蔽的导电通路,导致短路。常见典型结果为:设备在运行数月甚至数年后,出现毫无规律的随机重启、误动作或彻底损坏。问题极难复现和追溯。
2)PCB分层:热应力下的“内伤”
这方面指PCB内部各层材料之间因热膨胀不匹配或结合力不足而发生剥离,就像书本的书页开裂一样。主要表现为板子局部起泡、整体翘曲变形,或在经历几次高温回流焊后出现电气开路。这是一种结构性的破坏。
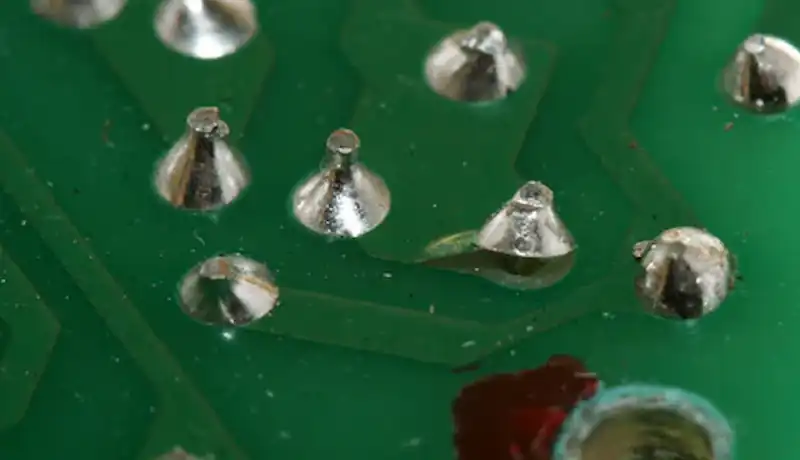
3)焊盘翘起:机械应力下的“脱锚”
器件焊盘从PCB基材上被机械或热应力强行“拔起”,导致连接失效。常见触发场景为产品跌落、接口频繁插拔、运输中的持续振动后,功能突然失灵。尽管焊点外观可能依然完好,但电气连接已断,极具迷惑性。
这三类失效的共同点是:具有潜伏期、与长期使用环境强相关、且一旦发生通常不可逆。它们挑战的不是“功能实现”,而是产品的生命周期可靠性。
三、这些失效,为什么在方案阶段就已注定?
其根本原因在于,PCB的可靠性并非一个“制造属性”,而是一个由早期决策锁定的“设计属性”。
1)材料体系:锁定了风险的上限
在方案阶段选定的PCB板材,其关键性能参数决定了产品可靠性的天花板:
- 抗CAF能力:普通FR-4材料与高CTI材料,在潮湿带电环境下的绝缘寿命可能相差一个数量级。
- 树脂韧性:直接决定了焊盘抵抗剥离力的能力。
- 玻璃化转变温度(Tg)与热膨胀系数(CTE):决定了板材在高温回流焊和长期热循环中,是否容易分层或导致焊点疲劳。
材料选型一旦完成,后期任何制造工艺都无法突破其物理性能的极限。
2)叠层结构:预设了应力的释放路径
PCB的层叠结构就像是建筑的承重框架,其设计决定了应力如何分布与释放:
- 层数/板厚比:过薄的介质层会降低绝缘强度和抗CAF能力。
- 铜厚分布与对称性:不均匀的铜层分布,会导致板子在受热时像双金属片一样弯曲,产生巨大的内应力,是分层的元凶之一。
- 芯板与半固化片(PP)的搭配:不当的组合会直接导致压合结合力不足。
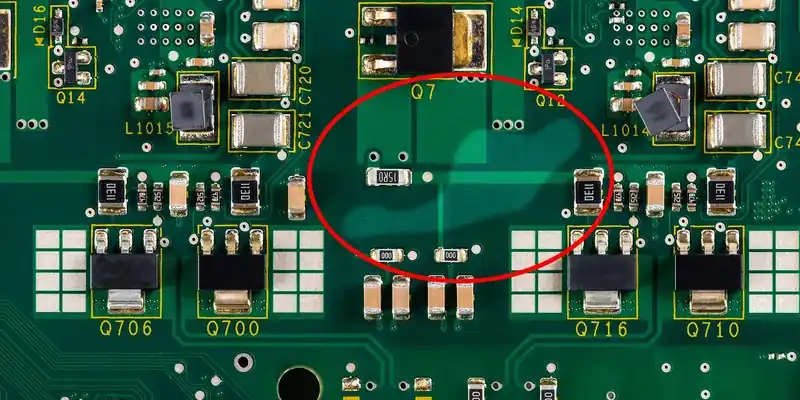
3)封装与布局:放大了局部的风险
- 在轻薄化的板子上集中放置大型BGA或重型连接器,无异于在软地基上盖高楼,极易导致焊盘翘起。
- 高密度BGA区域下方如果缺乏足够的支撑和均衡的铜分布,会成为热机械应力的集中点。
简单来说,方案设计阶段所做的每一个选择,用什么材料、叠几层、怎么布局,都在为这块PCB未来的“命运”编写剧本。
四、CAF风险:您在方案评审时,该问什么问题?
对于面向户外、汽车、工业控制等高可靠领域的客户,CAF是必须跨过的门槛。在方案阶段,您可以主导以下风险评估:
您的方案评审清单应包含:
- 我们的产品工作环境湿度范围是多少?是否要求通过85°C/85%RH等双85测试?
- 板内相邻过孔/导线间的最高持续电压差是多少?目前的间距设计是否有足够的安全裕量?
- 所选用的PCB材料,是否有明确的抗CAF等级认证(如IPC-4101E中的相关规格)?
- 电源网络与敏感信号网络在布局上是否做了必要的隔离规划?
请谨记: CAF是一种缓慢的“绝症”,发生后无法维修,只能更换整板。预防是唯一经济的策略。
五、分层风险:往往源于“强力组合”的错配
分层经常出现在一些看似“高性能”或“高难度”的设计组合中,例如:
- 为追求信号完整性,将高频高速材料与普通FR-4混压,但两者CTE不匹配。
- 为通过大电流,在局部使用厚铜设计(如3oz以上),但未做平衡处理,导致压合应力集中。
- 产品需要经历多次回流焊或波峰焊,但材料Tg值偏低,耐热性不足。
对于这类设计,不能只问供应商“能不能做出来”,而必须追问“做出来之后,能否承受1000次热循环依然稳定?”
六、焊盘翘起:别再只责怪焊接工厂了
当出现焊盘翘起问题时,供应链的焦点常常会聚集在SMT工厂的“回流焊温度曲线”上。但这很可能找错了方向。
真正的根源往往在于设计端:
- 基材太“脆”:使用了低韧性树脂的板材,其本质抗剥离强度不足。
- 焊盘设计不合理:对于大型焊盘,阻焊开窗过大,减少了树脂对焊盘的“锚固”面积。
- 应力无处释放:在应力集中的器件下方,没有通过叠层、加强筋或布局优化来分散应力。
制造端的工艺不当会加剧这一问题,但很少是问题的起源。
七、最令人困惑的现象:小批量正常,为什么量产反而出问题?
这是客户最常提出的疑问,也最能证明可靠性是“设计出来”的。
- 应力累积不足:打样几十片,经历的装配热冲击和测试应力,远低于量产数千、数万片的累积效应。
- 测试周期太短:研发测试往往以“天”或“周”为单位,无法模拟产品数年生命周期内的长期老化效应。
- 工艺节奏不同:量产线的生产节拍更快,板子在回流炉中的受热曲线可能与实验室小批量有所不同。
- 使用环境复杂:实验室环境洁净可控,而真实世界是温度、湿度、振动、灰尘的复合应力场。
总结下来:打样,验证的是设计的“功能性”;量产,验证的是设计的“寿命可靠性”。 两者目标不同,不可等同视之。
八、方案阶段,如何系统性地筑起可靠性的堤坝?
无需深究技术细节,但应建立一个系统性的预防框架,并在方案评审中落实:
1)材料选型:进行前置的可靠性评估
在选型时,不仅考虑成本与交期,必须将 Tg值、CAF等级、树脂韧性 等可靠性参数,与产品寿命目标、使用环境进行强制关联评估。
2)叠层与结构设计:遵循稳健性原则
审核叠层设计时,重点关注对称性、铜分布均衡性。对于非常规的厚铜、混压设计,要求提供来自制造商或仿真分析的可行性及可靠性评估报告。
3)关键区域强化:针对性设计
对于BGA、大型连接器、功率器件等区域,要求在布局阶段就考虑结构支撑,例如避免在下方放置过孔、局部增加板厚、或设计加强钢片等。
4)验证前置:模拟真实世界的挑战
在原型验证(DVT)阶段,就必须规划并执行加速寿命测试,如高低温循环、湿热偏压、机械冲击/跌落测试。这些测试的目的不是“通过”,而是 “暴露潜在缺陷”。
九、从“可制造”到“可长期使用”
在竞争日益激烈的市场,产品的成功定义正在发生变化:
- 能生产出来(DFM),只是拿到了入场券。
- 能通过样品测试,只是证明了基础功能。
- 能稳定量产,是供应链能力的体现。
- 能在整个生命周期内可靠工作(DFR),才是赢得客户信任、建立品牌口碑的终极能力。
可靠性,从来不是靠后期检验“筛”出来的,而是靠前期系统性的设计“植”入产品的基因里的。
面对这些错综复杂、相互关联的失效风险,单靠内部团队的经验积累往往代价高昂。如果您正在规划一款对长期稳定运行有严苛要求的产品,欢迎与我们联系。


